OPGW光纜生產(chǎn)工藝分幾個步驟���?
發(fā)布日期:2018-06-15
發(fā)布人: 原創(chuàng)
瀏覽次數(shù):8182
OPGW光纜工藝剖析:
1.高速光纖著色生產(chǎn)線
電力專用通信網(wǎng)絡(luò)建設(shè)����,選用光纖的纖數(shù)通常在12~24芯�,隨著新業(yè)務(wù)的需求系統(tǒng)容量不斷擴大��,現(xiàn)在芯數(shù)逐步增多��,個別線路段甚至增加到48~72芯;在光纖測試����、接續(xù)、使用中為了方便地區(qū)分每根光纖�����,必須對光纖著色���。引進先進的高速光纖著色生產(chǎn)線�����,保證光纖在整個使用壽命期內(nèi)�����,不褪色�����,不遷移�。當一根不銹鋼管單元中光纖芯數(shù)超過12芯時��,對光纖采用色環(huán)著色技術(shù)來區(qū)分���。
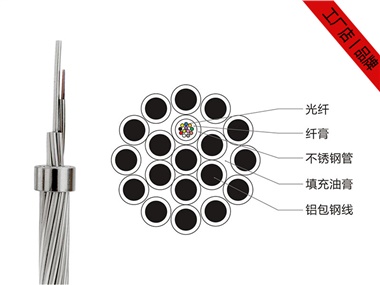
2.復(fù)合不銹鋼管光纖單元生產(chǎn)線
率先引進世界上最先進的激光焊接復(fù)合不銹鋼管光纖單元生產(chǎn)線�����。該工藝創(chuàng)新之處在于:采用在線余長控制�����,能得到理想的光纖余長;存在內(nèi)塑管層��,保護光纖不受激光束燙傷以及不銹鋼管焊縫銳邊磨損;不銹鋼管與內(nèi)塑管的極好結(jié)合����,大大增強了松套管的抗彎曲性能�,而且內(nèi)塑管的熱膨脹系數(shù)完全屈服于不銹鋼管,光纖余長更穩(wěn)定����,在傳統(tǒng)單純不銹鋼管冷拔工藝基礎(chǔ)上有了新的進步�。
其中光纖放線器裝置���,對每根光纖采取獨立的在線自動調(diào)控�����,并在屏幕上數(shù)顯出來�����,一個不銹鋼管光纖單元能容納36芯光纖或更多�����,利用非接觸式測量原理�����,通過“在線余長控制裝置”控制二次被覆生產(chǎn)全線光纖余長���,免除傳統(tǒng)的破壞性余長檢測,減少浪費�����,提高效率。
由擠出機擠出一層超薄型���、熱塑性PBT內(nèi)襯管�����,同時注入全色譜光纖和觸變形阻水油膏;在線控制光纖余長,最大光纖余長可達10‰���,然后通過擠出機在PBT管外壁擠制一層高強度熱熔膠粘合劑�����。
切邊裝置將不銹鋼帶按要求寬度剪切��,新的邊口更利于激光焊接;成型臺以最優(yōu)化的成型和精密的滾輪定位將薄壁金屬帶成型����、校準,縱向焊管機激光頭,在線連續(xù)焊接不銹鋼金屬管�����。由于PBT管隔離保護,光纖不受高溫影響;經(jīng)過全方位加熱裝置���,粘合劑層被激活���,經(jīng)校準臺擠壓從而使不銹鋼管和內(nèi)塑管極好的粘合在一起。
3. 成熟的OPGW光纜絞線技術(shù)
OPGW光纜絞線工藝關(guān)鍵在于對鎧裝單絲放線張力��、預(yù)成型��、模具���、絞線速度和內(nèi)外層節(jié)距等進行精確控制����。引進國際一流水平的高速絞線機,全自動張力控制�,適應(yīng)大截面多層絞、高強度OPGW光纜結(jié)構(gòu)的成纜需要;另一條絞纜機滿足了超大盤長OPGW和海底光纜生產(chǎn)的需要�。
光電科技有限公司")
于我們")
文化")
品中心")

參數(shù)")
")